


Previous
Next
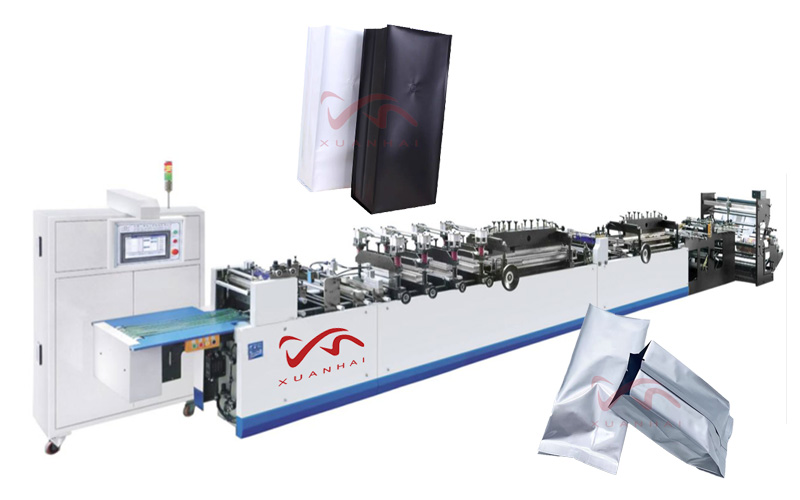
Four Sides Sealing Pouch Making Machine
Description
Technical Parameters
Machine Function:High-speed center sealing
Main Electrical Configuration:Two servo motors for traction, equipped with Panasonic PLC; main drive is an AC motor with Yaskawa inverter; 16-channel temperature control; constant tension unwinding.
Suitable Materials: BOPP, COPP, PET, PVC, Nylon and other plastic composite films, multilayer co-extruded films, aluminized composite films, paper-plastic composite films, pure aluminum foil composite films.
Maximum Bag Making Cycle Time: 200 times/min
Maximum Unwinding Linear Speed: ≤35 m/min (depending on material and bag type)
Bag Size: Length: 400 mm; for lengths exceeding this, double feeding is used (maximum 6 times feeding).
Maximum Width: 480 mm
Maximum Roll Size: ∮850×1050 mm (diameter×width)
Positioning Accuracy: ≤±0.5 mm
Number of Heat Sealing Blades: Longitudinal sealing uses 4 sets of upper and lower heating and cooling systems. The horizontal sealing system uses 3 sets of upper and lower heating elements and 1 set of upper and lower cooling elements.
Number of heating elements: 14
Temperature setting range: 0~300℃
Total power: 26Kw (Actual power consumption is generally around 20Kw when first powered on, and around 15Kw during heat preservation).
External dimensions: 11000×1500×1670 mm (L×W×H)
Net weight: Approximately 4000 kg
Color: White casing, blue body
Control system model: Industrial control computer composite film high-speed bag making machine control system
II. Equipment Configuration and Related Parameters
1. Feeding Device
Structure: Horizontal workstation (composed of magnetic powder brake, cylinder, swing roller, frequency converter, motor, traction roller sensor, and control system).Feeding shaft, air expansion shaft, and pneumatic locking device
2. Feeding Tension
Control Mechanism: A Composite constant speed tension system composed of computer control, magnetic powder brake, frequency converter and AC motor, sensor and rotary encoder, and cylinder-operated swing roller.
Adjustment Drive: PID regulation and PWM drive
Detection Method: Integrated detection by sensor and rotary encoder
3. Correction Device
Drive: Solid-state relay driving low-speed synchronous motor
Transmission: Coupling connection
Control Method: Dual photoelectric sensor computer centralized control
Detection Method: Reflective photoelectric sensor detection
Tracking Accuracy: ≤0.5mm
Adjustment Range: 150 mm
Photoelectric search range: ±5-50mm adjustable, limit switch range... Photoelectric out-of-range
Machine automatically stops and computer prompts for correction abnormality
4. Edge alignment
Structure: Adjustable roller center bidirectional rotation adjustment structure
Form: Manual adjustment (adjusting handwheel)
5. Upper and lower pattern alignment
Structure: Single roller upper and lower adjustment
Form: Manual adjustment (adjusting handle)
6. Longitudinal sealing device
Structure: Combined bridge structure
Drive: Main motor driven power rod
Transmission: Eccentric mechanism connecting rod vertical movement
Quantity: 3 sets
Length: Hot knife 800mm, Cold knife 400mm
7. Horizontal sealing device
Structure: Beam pad type hot pressing structure
Drive: Main motor driven power rod
Transmission: Eccentric mechanism connecting rod vertical movement
Quantity: Hot knife 3 sets, length 540mm. Cold knife 1 set, length 540mm
8. Film traction
Structure: Pneumatic rubber roller pressing friction type
Drive: Medium inertia digital AC servo system =
Transmission: M-type synchronous belt pulley drive, speed ratio 1:2.4
Control form: computer centralized control
Detection method: photoelectric sensor combined with proximity switch integrated control
Third traction: AC motor power: 0.55KW. Drive source Panasonic 0.75KW frequency converter
9. Intermediate tension
Structure: pneumatic floating tension roller structure
Control form: computer centralized control. Dynamic motion compensation
Detection method: non-contact proximity switch
Floating roller tension adjustment range: 0~0.6Mpa air pressure, intermediate traction motor compensation range 1~10mm (computer setting, automatic interpolation)
10. Main drive device
Structure: crank rocker push-pull four-bar structure
Drive: 3.7Kw frequency converter drives 3.7Kw three-phase asynchronous motor
Transmission: main drive motor with 1:17 reducer
Control form: computer centralized control
Motion mode: main motor motion drives the frame to move vertically up and down
11. Automatic positioning device
Method:
(1) Computer automatic fixed length control mode Accuracy: ≤0.5mm
(2) Reflective photoelectric sensor tracking detection Accuracy: ≤0.5mm
Photoelectric search range: 0~10 mm (range size can be set by computer for automatic search) Correction compensation range: ±1~±5 mm
Positioning correction method: Servo motor controlled by computer feedback signal
12. Temperature Control Device
Detection Method: Thermocouple detection (K type)
Control Method: Centralized computer control, solid-state relay driven PID adjustment
Temperature Setting Range: 0~300 degrees Celsius
Measurement Point: Middle section of electric heating block
13. Cutter
Structure: Upper cutter + adjustment device + fixed lower cutter
Type: Pneumatic top spring shearing type
Transmission: Powered by eccentric shaft
Adjustment: Horizontal movement, adjustable cutting angle by pulling the handle
14. Edge Trimming Machine
Structure: Horizontal reciprocating screw trimming structure
Drive: AC motor drive
Control: Sensor
15. Punching Device
Structure: Bow-shaped seat pneumatic punching die
Control Method: Centralized computer control
Drive: Electronic switch driven solenoid valve (DC24V)
Punching Seat: Guide rail supported bow-shaped seat manual horizontal fine-tuning structure
Adjustment Amount: ±12mm
Cylinder: Pneumatic control
Die Tools: 2 sets each of pierced holes and round holes
Quantity: 1 set
16. Multiplier Device
Structure: Asynchronous heat-insulated pneumatic pad block
Control Method: Centralized computer control
Drive: Electronic switch driving solenoid valve (DC24V)
Action Mode: 3 sets of horizontal sealing asynchronous action
Multiplier Frequency: From 2 to 6 times (can be set in the computer)
17. Automatic Conveying Device
Structure: L-shaped horizontal station
Drive: Solid-state relay drive, gear reduction single-phase motor
Transmission: Helical gear transmission
Conveying Distance and Quantity: Freely set in the computer
Control Method: Centralized computer control